BIENVENIDO A A-MAQ S.A.
Monitoreo y análisis de vibraciones (CBM) en máquinas y edificaciones
¿En qué podemos ayudarle?
BIENVENIDO A A-MAQ S.A.
Monitoreo y análisis de vibraciones (CBM) en máquinas y edificaciones
¿En qué podemos ayudarle?
Importancia de realizar un mantenimiento predictivo a una máquina nueva o con cambios en su operación
Este artículo busca describir la importancia de realizar análisis predictivos a máquinas nuevas o que han sufrido cambios notables en su operación, pues definirá a través de parámetros como es su comportamiento incluso bajo diferentes regímenes de trabajo y se podrá comenzar a establecer una línea base que nos ayude como referencia para identificar cambios a través del tiempo.
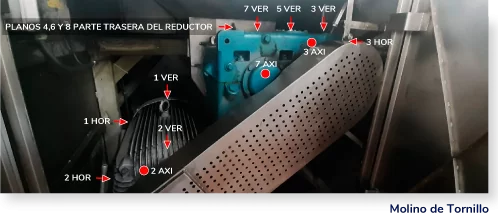
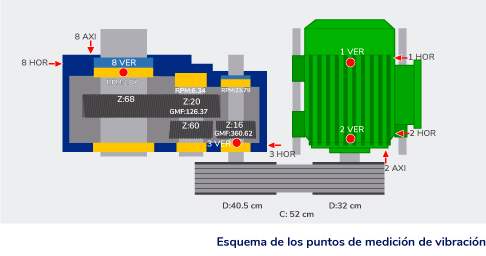
Una de las técnicas más utilizadas es el análisis de vibraciones, así que hablaremos de esta técnica aplicada a un molino perteneciente a una planta de alimentos. Ante la necesidad de la planta de incrementar la producción de una de sus líneas, fue necesario cambiar uno de los molinos de embutidos por uno de mayor capacidad. Esta máquina consta de un motor eléctrico de 200 HP, una transmisión de poleas y correas, y un reductor de doble tren de engranajes. Como particularidad, este molino no era nuevo, pues llevaba 8 meses sin operar y pertenecía a otra planta de producción, pero había sido sometido a un completo overhaul antes de ser puesto nuevamente en operación en esta línea.
La primera medición de vibraciones fue realizada en Abril 11 y aunque se esperaba que las condiciones de operación fueran aceptables después de haber sido intervenido, se pudieron identificar tres patologías que obligaban al molino recién reparado a estar en un estricto seguimiento.
La primera patología, detectamos en el motor una condición de desgaste de rodamientos, sin embargo, como era la primera medición no podíamos contar con la importante línea base, y si bien el patrón ya era evidente, no pudimos calificar su severidad. Así que propusimos que los rodamientos fueran lubricados y que se hiciera un seguimiento dentro de los siguientes 25 días de operación.
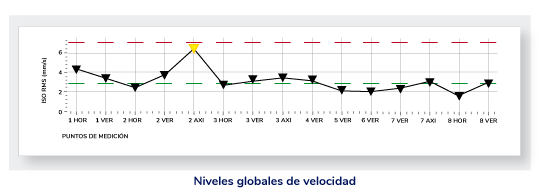
La segunda patología identificada, fue desalineación entre poleas, acompañada de tensión inadecuada de correas. Para calificar su severidad el nivel global lo comparamos con la norma ISO 10816 y concluimos que el nivel de sacudimiento era alto. Por tanto, recomendamos realizar una alineación de poleas y tensionar las correas mediante un tensiómetro.
La tercera patología provenía del reductor. Los espectros mostraron patrones de sobrecarga en engranajes, sin embargo, al comparar el nivel global con la norma ISO 10816, consideramos que estaba dentro de parámetros, así que sólo recomendamos inspeccionar el nivel de aceite y hacer un seguimiento dentro de un período normal.
Casi 25 días después de realizar la primera medición, hacemos un nuevo análisis de vibraciones del molino, de acuerdo con las recomendaciones realizadas en el primer estudio. Para esta fecha el personal de planta había seguido las recomendaciones para el sistema de transmisión por poleas, la lubricación de los rodamientos del motor y la verificación del nivel de aceite de la caja reductora.
Con la intervención realizada en el sistema de transmisión por poleas, los niveles de vibración mejoraron respecto a la medición anterior y el patrón espectral asociado a desalineación de poleas disminuyó ostensiblemente.
Por otra parte, el personal de mantenimiento manifestó que el nivel de aceite en el reductor era adecuado y el patrón de sobrecarga de engranajes se mantenía estable, así que consideramos el patrón vibracional como normal. Por último, la condición de desgaste en los rodamientos del motor se incrementó en un 15%. Por tanto, recomendamos nuevamente lubricar. Sin embargo, el personal de mantenimiento manifestó que las graseras de los rodamientos estaban defectuosas, así que no fue posible ejecutar esta labor. Lo único que se pudo recomendar fue un nuevo seguimiento a corto plazo.

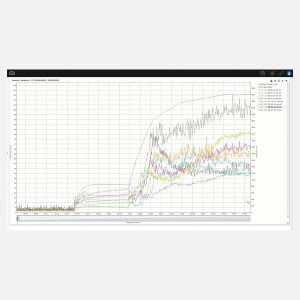
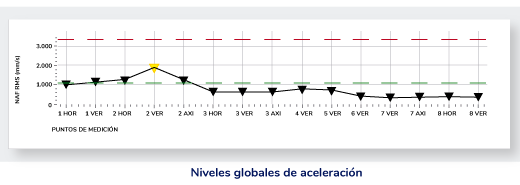
La siguiente medición se hizo en mayo 17, diez días después de la última medición. Una tercera medición permite comenzar a establecer la línea base de la máquina, y también definir una tendencia. Con estos datos, pudimos establecer un aumento del 60% en el nivel global de aceleración del motor y los patrones espectrales mostraron que la condición de desgaste en los rodamientos del motor evolucionó exponencialmente en sólo 10 días. Debido a la criticidad de esta máquina para el proceso de producción y teniendo en cuenta que la condición de falla evolucionó en tan poco tiempo, la severidad la calificamos como pronta atención y de esta manera recomendamos el cambio inmediato de los rodamientos y la reparación de las graseras defectuosas.
Una cuarta medición fue realizada 8 días después de la intervención de la máquina en la que se realizó el cambio de rodamientos del motor. El patrón de falla de alta frecuencia desapareció como era de esperarse.
Luego de cuatro mediciones de vibraciones y varias intervenciones realizadas a la máquina, los niveles de vibración se redujeron y ahora se encuentran dentro de norma.
También, se establecieron los patrones espectrales normales de operación. De esta manera pudimos determinar los niveles de alarma adecuados para esta máquina y establecer su nueva línea base. Es importante, que la línea de tendencia siga siendo alimentada con medidas periódicas que permitan detectar cambios sutiles en el comportamiento y nivel del molino.