BIENVENIDO A A-MAQ S.A.
Monitoreo y análisis de vibraciones (CBM) en máquinas y edificaciones
¿En qué podemos ayudarle?
BIENVENIDO A A-MAQ S.A.
Monitoreo y análisis de vibraciones (CBM) en máquinas y edificaciones
¿En qué podemos ayudarle?
Desde inicios de la revolución industrial cuando una máquina era muy robusta y se llevaba hasta la falla sin ningún registro, el mantenimiento de los activos ha tenido una fuerte evolución, pues en pleno siglo 21 nadie pone en tela de juicio la importancia del mantenimiento y su relevancia en los resultados de una compañía.
Esta condición ha llevado al mantenimiento a otro nivel donde los activos, cada vez tienen menos tiempo para ser intervenidos y las labores deben ser estrictamente programadas. Por ello, el mantenimiento basado en condición (CBM) ha sido un aliado fundamental en la planeación de estas labores, sin embargo, la aplicación de estas técnicas de CBM de forma periódica se está quedando corta por las altas exigencias de los departamentos de producción. Por ejemplo, es muy típico que una ruta de vibraciones de las máquinas de una planta sea realizada con intervalos de entre uno y tres meses, pero este tiempo dependiendo del tipo de falla puede ser muy amplio para detectarla poniendo en riesgo la disponibilidad de la máquina. Es aquí donde la tecnología juega un papel fundamental y cada vez se hace más importante que el cuidado de estos activos se haga mediante sistemas IoT pertenecientes a la industria 4.0.
Hoy quiero hablarles de uno de los casos más representativos donde he podido constatar como nuestro sistema ATR-ACLOUD, un sistema perteneciente a la industria 4.0, ha permitido que el índice de disponibilidad por fallas de un Molino sea llevado casi hasta el 100%.

La máquina en cuestión es un molino de martillos perteneciente a la industria alimenticia. La técnica predictiva más importante que se le aplicaba era una medición de vibraciones periódica bimestral, donde se hacía un barrido de varios puntos que incluían los soportes del motor y los soportes del molino. Si bien varias de las fallas potenciales habían podido ser detectadas, inevitablemente había otras que representaron sorpresas que terminaron por generar paros imprevistos con los que producción no contaba. Como dato adicional, este molino tiene una relevancia directa sobre los resultados financieros de la compañía pues es un cuello de botella que en caso de una avería no sólo detiene la planta, sino que también se corre el riesgo de perder la producción.

Así que a este molino se le montó un sistema de monitoreo en línea multicanal ATR-ACLOUD, en el que se incluyeron sensores de vibración sobre cada soporte y un sensor de referencia angular. Adicionalmente, se instaló un sensor de temperatura sobre cada soporte del molino. Estos puntos son menores a los que se monitorean en una ruta periódica, sin embargo, el hecho de que sean medidos todo el tiempo hace que la información entregada por este sistema sea mucho más valiosa.

Normalmente cuando se realiza una ruta de alguna técnica predictiva, el analista hace la medición a un único régimen de operación, sin embargo, aunque una máquina opere a una sola carga, existen muchos factores que afectan su dinámica, lo que termina reflejándose en su comportamiento. El molino en cuestión no es la excepción, puesto que opera a varios regímenes de operación que hacen que el comportamiento de la máquina esté cambiando continuamente.
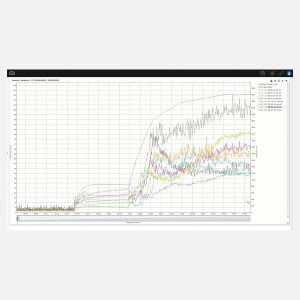
En la primera semana de monitoreo identificamos varios comportamientos: Operación de la máquina en vacío, en carga con referencia de producto 1 y en carga con referencia de producto 2. Por ejemplo, en vacío el mayor nivel alcanzado fue de 0.75 ips RMS mientras que con la referencia del producto más duro alcanzó 1.05 ips, es decir, que en carga los niveles para esta máquina pueden ser 40% mayores. Adicionalmente, el ambiente afecta tanto la temperatura de los rodamientos como las vibraciones de la máquina. Lo que quiero decir, es que una medición periódica de una técnica CBM puede ser comparada erróneamente, pues si ambas mediciones no fueron medidas a las mismas condiciones de operación, los cambios pueden ser muy grandes, de manera que un analista puede terminar malinterpretando los patrones que reflejan el comportamiento de la máquina.

La línea base de la cual se disponía fue creada con las medidas de vibración periódica y esta línea base indicaba que los niveles de vibración en los soportes del molino eran cercanos a 1 ips RMS. Bajo esta premisa se realizó el monitoreo por parte de nuestros analistas quienes detectaron en el análisis espectral que la máquina presentaba problemas de desbalanceo, desalineación y distorsión, sumado a una condición de desgaste moderado en rodamientos.
Un alto nivel de velocidad de vibración representa para los componentes de la máquina un alto nivel de fatiga. Así que concertamos con el personal de mantenimiento comenzar a realizar las intervenciones necesarias con el fin de reducir los niveles de vibración por debajo de los límites exigidos por normas. Estas primeras labores incluyeron el cambio de martillos y pasadores, ajustes y nivelación de la base y alineación de precisión del conjunto motor – molino. Después de estas intervenciones el nivel más alto encontrado estuvo por debajo de los 0.2 ips RMS en carga, lo que permitió definir una nueva línea base. Con este nuevo parámetro se hicieron cambios en los niveles de alarma y disparo de la máquina. Adicionalmente, los patrones relacionados con desgaste en rodamientos disminuyeron gracias a que los sacudimientos fueron reducidos, lo que permitió que su vida útil se extendiera tres meses más.

A partir de esa condición, que le llamamos punto cero del molino, se comenzaron a registrar cambios que representaban varios tipos de falla que le comenzaban a ocurrir. Lo interesante es que la mayoría de ellas han sido fallas de evolución corta, es decir, que pueden desarrollarse incluso en un solo día, pero gracias a que el monitoreo es permanente, ya sea el analista o la inteligencia artificial pueden detectar la condición e inmediatamente enviar la alarma, lo que permite al personal de planta corregir el problema a tiempo, sin que se genere un efecto avalancha. Hasta la fecha se han detectado las siguientes fallas: Agrietamiento de la base del motor en 2 veces, desprendimiento de martillos en 4 veces y desgaste de rodamientos por una vez. El haber detectado estas fallas a tiempo fue precisamente lo que permitió que el índice de disponibilidad por fallas se pudiera llevar casi al 100%, mientras que antes del monitoreo este índice nunca alcanzó el 90%.

Las fallas descritas anteriormente tienen en común que los tiempos de evolución son muy cortos o súbitos. Por ejemplo, la detección temprana de la grieta de la base del motor permitió una soldadura temporal sin detener la máquina, con el fin de llevarla hasta que la reparación completa pudiera programarse con producción. De no detectarse a tiempo, se pudo llegar a una falla catastrófica que podría haber generado un paro imprevisto de varios días. Haber detectado esta falla fue suficiente para justificar el retorno de la inversión.
Por otra parte, la detección del desprendimiento de uno de los martillos por deterioro de los pasadores generó una alerta que obligó al paro inmediato para su intervención, sin embargo, este paro fue de tan sólo 30 minutos. Por el tipo de construcción, si la máquina hubiera continuado operando, existía el riesgo de que los demás martillos se hubiesen desprendido, generando un efecto avalancha que a su vez hubiera podido destruir el molino, lo que hubiera implicado un paro imprevisto para la reparación de la máquina, afectación de la integridad de todos sus componentes, pérdida de la producción y paro total de la planta por días.
Como conclusión, un sistema IoT de monitoreo de condición tiene varios beneficios:
1.Caracterizar todas las condiciones de operación de la máquina y definir los niveles de alarma y disparo a diferentes condiciones.
2.Mejorar la capacidad para identificar causa raíz de los problemas operativos.
3.Buscar puntos óptimos de operación de las máquinas que se monitorean.
4.Disminuir condiciones de fatiga.
5.Aumentar índices de disponibilidad y confiabilidad de las máquinas.